
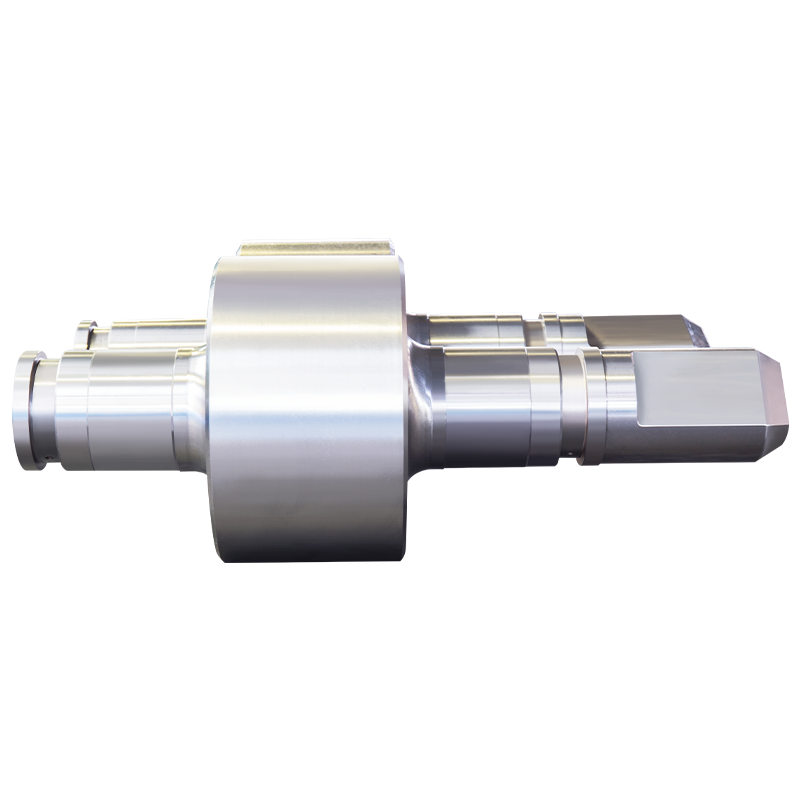
L'évaluation initiale d'un rouleaux d'acier moulé en alliage commence par un examen visuel et dimensionnel approfondi. Cette étape fondamentale identifie les défauts de surface et garantit que le rouleau répond à des spécifications physiques précises avant des tests plus avancés. Les inspecteurs examinent minutieusement toute la surface du rouleau, y compris le cylindre et le col, à la recherche de tout signe d'irrégularités de coulée telles que des inclusions de sable, de la porosité des gaz, des taches de scories, des fermetures à froid ou des fissures. La présence de tels défauts, même superficiels, peut agir comme un concentrateur de contraintes et conduire à une défaillance catastrophique sous des charges roulantes. Simultanément, les dimensions critiques sont vérifiées à l'aide d'instruments de précision tels que des micromètres, des pieds à coulisse et des scanners laser. Le diamètre du canon, la longueur, les diamètres du col et la concentricité sont vérifiés par rapport aux tolérances du dessin de fabrication. Tout écart, notamment en termes de faux-rond ou de conicité, peut provoquer des vibrations pendant le fonctionnement du broyeur, entraînant une mauvaise qualité du produit et une usure accélérée des roulements.
La qualité intrinsèque d'un rouleau en acier moulé allié est déterminée par sa composition chimique et sa microstructure interne, qui régissent directement sa dureté, sa résistance, sa ténacité et sa résistance à l'usure. Cette analyse confirme que le rouleau est fabriqué à partir de la bonne qualité de matériau et a été correctement traité thermiquement.
Une analyse spectroscopique est effectuée, souvent à l'aide de la spectrométrie d'émission optique (OES), pour vérifier le pourcentage de tous les éléments d'alliage clés. Un contrôle typique comprend :
Les résultats doivent être strictement conformes à la plage de qualité spécifiée, car même des écarts mineurs peuvent altérer considérablement les performances.
Une section d'échantillon du rouleau (souvent provenant de l'extrémité jetée ou d'un coupon spécialement moulé) est préparée, polie, gravée et examinée au microscope. Cela révèle la microstructure. Pour un rouleau en acier moulé allié de haute qualité, la structure souhaitée est généralement une matrice de martensite ou de bainite trempée avec une dispersion uniforme de carbures fins et durs. Les évaluateurs recherchent :
Cette phase quantifie les caractéristiques de performance du rouleau dans des conditions de service simulées. Les tests sont effectués sur des échantillons usinés à partir du corps du rouleau ou des blocs d'essai attachés coulés à partir de la même chaleur.
La dureté est la propriété la plus fréquemment vérifiée, indiquant la résistance à l'usure. Elle est mesurée sur la face et la profondeur du cylindre du rouleau à l'aide de méthodes standardisées :
| Échelle | Gamme typique pour les rouleaux en acier moulé allié | Objectif de la mesure |
| Scléroscope Shore (HS) | 60 - 85 HS | Spécification de surface commune, non destructive. |
| Brinell (HBW) | 400 - 650 HBW | Norme pour la certification des matériaux. |
Un profil de dureté constant sur toute la longueur du canon et de la surface au noyau (dans les limites spécifiées) est essentiel pour garantir une usure uniforme et éviter l’écaillage.
Le CND est essentiel pour détecter les défauts internes sans endommager le rouleau. Le test par ultrasons (UT) est la principale méthode par laquelle des ondes sonores à haute fréquence sont transmises dans le rouleau. Les réflexions des discontinuités internes telles que les cavités de retrait, les déchirures chaudes ou les zones de non-fusion sont affichées sur un écran. Un technicien qualifié cartographie l’emplacement, la taille et l’orientation de tout défaut. L'acceptation ou le rejet est basé sur des critères prédéfinis concernant la taille du défaut, son emplacement (par exemple, noyau souterrain ou profond) et sa proximité avec des zones de contraintes critiques telles que le congé du col. D'autres méthodes CND, comme l'inspection par particules magnétiques (MPI), peuvent être utilisées sur des surfaces pour révéler de fines fissures.
Pour les rouleaux déjà en service, l'évaluation de la qualité passe des tests en laboratoire aux mesures de performances opérationnelles. Ces données réelles sont inestimables pour valider la qualité initiale et guider les achats futurs. Les indicateurs de performance clés (KPI) sont méticuleusement suivis pour chaque jeu de rouleaux, y compris le tonnage total laminé avant de nécessiter un réaffûtage, le nombre de cycles de réaffûtage réalisés au cours de sa durée de vie et les raisons de la mise hors service définitive (par exemple, usure, écaillage, défaillance des roulements de col). Des performances constantes et supérieures au cours de plusieurs campagnes d’un fabricant ou d’une fonte spécifique sont un indicateur puissant d’une qualité élevée et constante. Ces données sont souvent compilées dans un passeport ou un journal des rouleaux, créant ainsi un historique de vie complet qui éclaire les calendriers de maintenance et la sélection des rouleaux pour les différentes cages de laminoir.
L'évaluation de la qualité des rouleaux s'étend au-delà du produit physique et s'étend à la capacité et à la fiabilité du fabricant. Un audit complet des fournisseurs évalue l’ensemble du processus de production. Cela comprend l'examen des certifications de leur système de gestion de la qualité (par exemple, ISO 9001), l'inspection des pratiques de fonderie, le contrôle du processus de fusion, les installations de traitement thermique et les capacités d'usinage. L'examen des certificats d'essai du fournisseur (certificats d'essai de matériaux ou certificats d'usine) pour les propriétés chimiques et mécaniques est obligatoire. Un fournisseur réputé assure une traçabilité complète depuis le numéro de chaleur de fusion jusqu'au rouleau fini. L'établissement d'un partenariat avec un fournisseur techniquement compétent qui effectue des inspections rigoureuses en cours de processus est souvent la stratégie à long terme la plus efficace pour garantir une qualité constante des rouleaux.
Copyright © Rouleau Cie., Ltd de Huzhou Zhonghang. All Rights Reserved.


 中文简体
中文简体 pour broyeur à barres")
 pour rouleaux de travail à chaud")
 pour broyeur à barres")
 pour broyeur à sections")
 pour broyeur d'ébauche")
 pour broyeur intermédiaire")
 pour broyeur de finition")
 pour support de pré-finition")